

龙丽金属材料(商丘市分公司)在取得良好经济效益回报社会、股东的同时,发扬企业表率作用,承担更多的社会责任,为 精拉无缝钢管行业做出更大贡献。


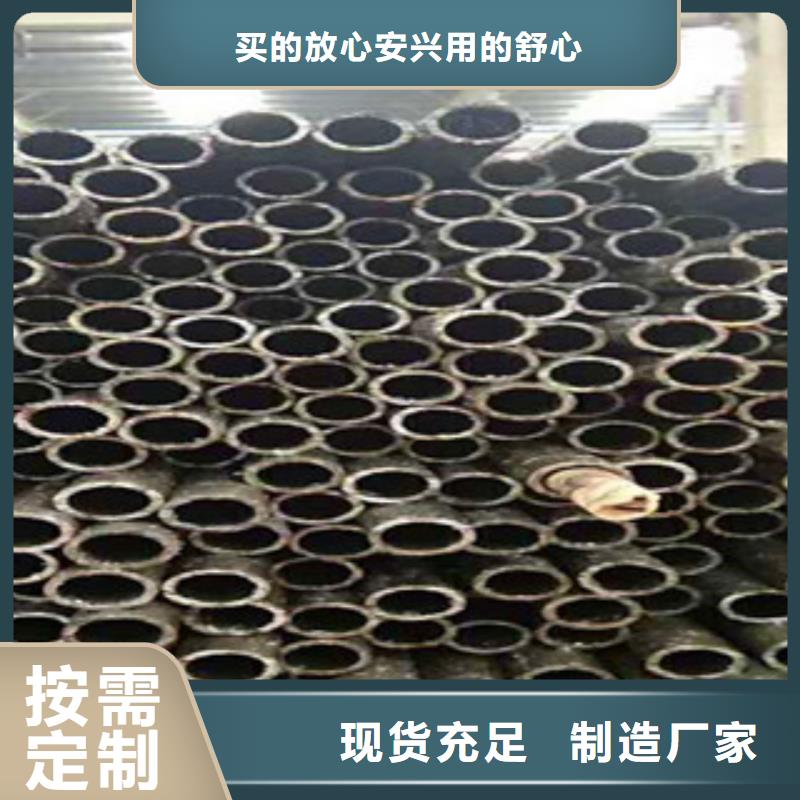
精密钢管
不锈耐酸钢简称精密钢管,它是由精密钢管和耐酸钢两大部分组成的,简言之,能抵抗大气腐蚀的钢叫精密钢管,而能抵抗化学介质腐蚀的钢叫耐酸钢。一般说来,含硌量Wcr大于12%的钢就具有了精密钢管的特点 精密钢管按热处理后的显组织又可分为五大类:即铁素体精密钢管、马氏体精密钢管、奥氏体精密钢管、奥氏体-铁素体精密钢管及沉淀碳化精密钢管文字
精密钢管设备制作过程中会出现表现损伤,缺陷以及一些影响表面的物质,如:粉尘、浮铁粉或嵌入的铁,热回火色和其它氧化层、锈斑、研磨毛刺、焊接引弧斑痕、焊接飞溅、焊剂、焊接缺陷、油和油脂、残余粘合剂和油漆、粉笔和标记笔印等。绝大多数都是因为忽略了它们的有害影响而不重视或做得不好。但是,它们对氧化保护膜有着潜在的危害。保护膜一旦被损坏,被减薄或用其它方法使之改变,下面的精密钢管就会开始腐蚀。腐蚀一般不是遍及整个表面,而是在缺陷处或其周围。这种局总腐蚀通常会为点蚀或缝隙腐蚀,这两种腐蚀会向深度和广度发展,而大部分表面不受侵蚀。



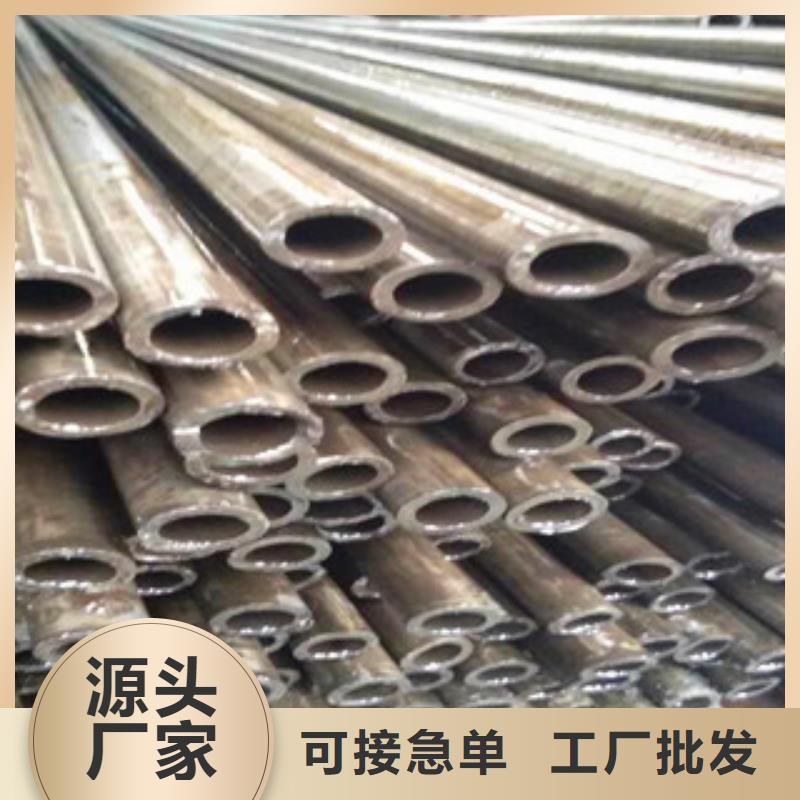
精密钢管生产方式:
(3)长芯棒滚模拔制圆管工艺(图7)。中国北京科技大学研究成功的多辊滚模长芯棒拔制圆管的过程是:拔制前先将管头缩口,使之与芯棒锥形过渡区相配合以卡住管子。然后插入芯棒,且使长芯棒细端通过滚模。拔制时冷拔机钳口咬住芯棒细端做直线运动,并将管子和芯棒一起从滚模中拉出,实现管材减壁延伸变形,变单纯冷拔法为拔轧结合法。这种方法可获得大的道次变形量,可减少能量消耗,结构简单,管子表面质量好;缺点是脱棒较困难。


精密钢管清洗及保养:
5、锈斑
制作前或制作过程中有时会看到精密钢管产品或设备上生锈,这说明表面受到严重污染。设备投入使用前必须把锈掉,彻底清理过的表面应通过铁试验和/或水试验进行检验。
6、粗糙的研磨和机加工
研磨和机加工都会造成表面粗糙,留有凹槽,重叠和毛刺等缺陷。每种缺陷也可能使金属表面损伤到一定深度,以至于受损伤的金属表面无法通过酸洗,电抛光或喷丸等方法清理掉。粗糙表面能够成为发生腐蚀和沉积生成物的发源地,重焊前清理焊缝缺陷或多余的焊缝加强高都不能用粗磨进行研磨。对后一种情况,应再用细磨料研磨。
7、焊接引弧斑痕
焊工在金属表面引弧时,会造成表面粗糙缺陷。保护膜受损,留下潜在的腐蚀源。焊工应在已经焊好的焊道上或在焊缝接头的侧边引弧。然后将引弧痕迹熔入焊缝中。
8、焊接飞溅
焊接飞溅与焊接工艺有很大关系。例如:GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每一边涂上防溅剂,这样可以飞溅物的附着力。焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻损伤。



精密钢管反拉力拔管
在拔管模(见冷拔管工具)一侧施加后张力的拔管过程(见管材冷轧冷拔)。
反拉力拔管的特点是:
(1)可减小拔管时作用在管子上的径向压力,以提高空拔时的变形量,增加薄壁管拔制的稳定性;
(2)减少摩擦力,延长工具寿命,改善管材表面质量以及变形在横截面上分布的均匀性,减小残余应力;
(3)轴向张应力的作用,有利于管壁减薄;
(4)有助于实现液体摩擦。
实现反拉力拔管的方法有以下几种
(1)双模拔管,利用入口前模对后模中拔制的管子施加后张力(见图);
(2)卷筒拔管,由给料卷筒施加反拉力,并可调节反拉力大小;
(3)直接在管料尾施加后拉力。此时如管体不动,用移动拔模的方法来实现拔制过程,则节能效果更好。
