


联系我们

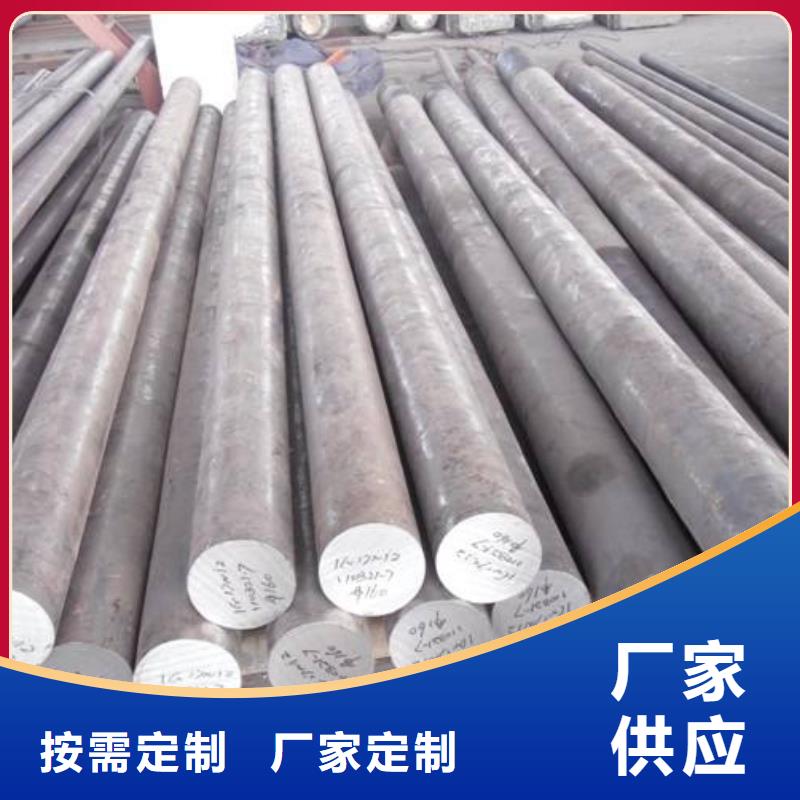
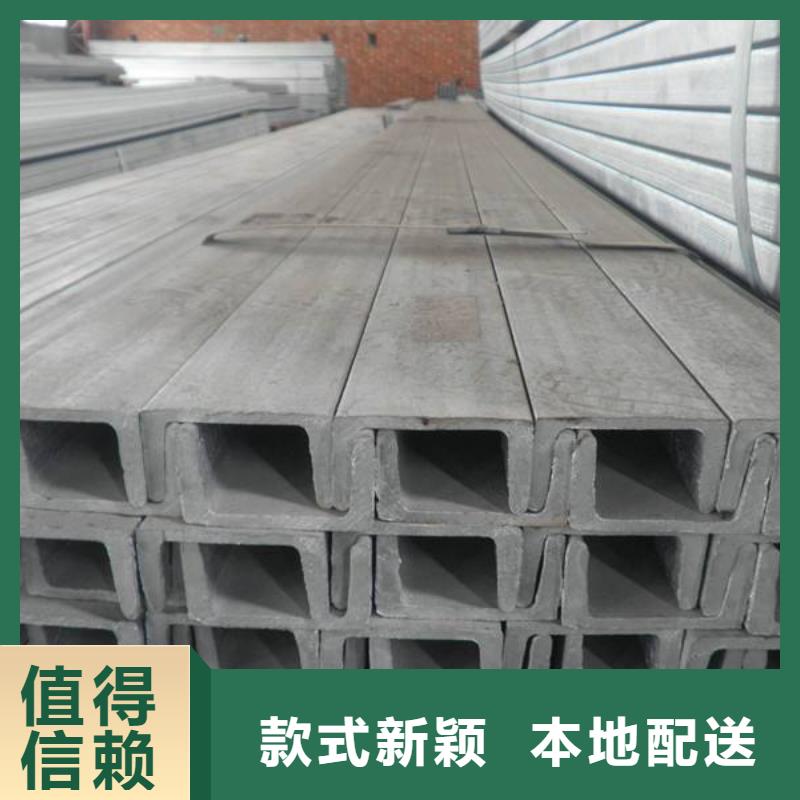
【不锈钢型材不锈钢拉丝板货品齐全】
更新时间:2026-03-31 10:12:46 ip归属地:遵义,天气:阴转多云,温度:9-18 浏览次数:48 公司名称: 太钢旭昇金属材料销售(遵义市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 10/kg |
| 发货期限 | 当天发货 |
| 供货总量 | 9999 |
| 运费说明 | 免费送货 |
| 小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 青山 |
| 产品材质 | 齐全 |
| 产品品牌 | 青山 |
| 产品规格 | 齐全 |
| 产品产地 | 青山 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 厂家 | 青山 太钢 |
| 规格 | 齐全 |
| 范围 | 【不锈钢型材不锈钢拉丝板】供应范围覆盖贵州省、贵阳市、遵义市、安顺市、铜仁市、六盘水市、毕节市、黔西南市、黔南市、黔东南市 红花岗区、汇川区、桐梓县、绥阳县、正安县、凤冈县、湄潭县、余庆县、习水县、赤水市、仁怀市等区域。 |


太钢旭昇金属材料销售(遵义市分公司)位于钢材市场A排18号,公司一直秉承诚信经营,客户至上的理念,公司主营: 磨砂。公司遵循诚信经营,货真价实,服务的宗旨,赢得了用户,拓展了市场,建立了销售网络,以质量求信誉,以信誉求发展,以雄厚的实力、优良的产品、优惠的价格深得新老用户的信赖;欢迎来电垂询或亲临指导。


公司是专业经营不锈钢卷,不锈钢板,不锈钢棒,不锈钢管,不锈钢槽钢,不锈钢角钢,不锈钢型材、不锈钢方管的大型物资流通企业。执行标准可执行国标、美标及客户要求的相关标准,公司主要经营太钢、宝钢、宏旺、东特、鞍钢、联众等几大钢厂的优质产品,公司库存多规格齐全、质量保证。公司一贯以服务保证、质量保证、价格合理、客户至上、让利客户、薄利多销为原则,诚实守信为宗旨。煌山不锈钢的成功,凝聚着公司全体职工的辛勤和智慧,也凝聚着广大消费者的深情厚爱,更激励着公司全体员工勇于拼搏的信念,我们将不断实现新跨越创造企业的辉煌,为无锡的发展做出自己的一份贡献。
产品生产厂家:日本新日铁、神户制钢、住友金属、OUTOKUMPU(奥托坤普)、AVESTA(阿威斯塔)、日本冶金、日本大同特殊钢、美国冶联、美国哈氏合金、美国SMC、德国蒂森克虏伯VDM、三菱特钢、日本JFE钢铁、上海宝钢、中国宝钛、东北特钢、华新丽华、久立特钢、温州宝丰、温州昌盛、太钢、宝新、张浦等世界知名钢厂建立了良好的合作代理关系,是国内外化工装备、航空制造、电厂脱硫脱硝、石油、造纸、海水淡化、核能、氯碱、造船以及板式换热器、波纹管等行业重要的特种金属材料供应商。



(1)中间时效法在固溶处理后再加热至(760±15)℃,保温90min因有Cr23C6碳化物从奥氏体中析出,减少了奥氏体不锈钢六角棒中的碳及合金元素含量,使Ms点升高到70℃随后冷却到室温便获得马氏体+α铁素体+残余奥氏体组织,残余奥氏体在随后510℃时效才分解完。
(2)高温调整及深冷处理法固溶后行先加热到950℃保温90min,由于升高了Ms点,冷却到室温可获得少量马氏体;之后再经-70℃冷处理保温8h就可获得相应数量的马氏体。
(3)冷变形法固溶处理后,在室温下冷变形,冷变形时管材形成马氏体的数量与变形量及不锈钢六角棒的成分有关。



材质有304、304L、321、316、316L、310、310S、201、特殊指定材质订做等。产品广泛应用于不锈钢标准件、链条、厨房卫浴、家私拉手、栏杆护手、电镀电解挂具、食品、电子、石油、建筑装饰等领域
无锡市不锈钢厂制品生产工艺先进,检测手段完善。无锡市不锈钢厂制品以科技创新为目标,坚持“以质量求生存,以信誉求发展”的企业指导方针。公司集科研开发、生产、应用为一体,产品科技含量明显提高,可根据客户要求生产特殊品位的材料。为了满足市场的需求,本公司不断引进率的生产设备,并提高员工素质,不断追求先进,依托于完善的现代化质量管理体系和先进的检测手段,期望能够以 质的产品、合理的价格、完善的服务来回报广大客户的支持



怎样使不锈钢光圆表面呈酸白色?
在生产不锈钢光圆后,一般都会进行一个程序,那就是“酸洗”,酸洗对于不锈钢光圆而言可以去除表面污染污渍。使得不锈钢光圆生产完成后表面是酸白色。
不锈钢表面稍有锈迹或者其他脏东西不好洗去时怎么办呢?你可以考虑用酸冼的工艺来清洗掉不锈钢表面的轻微锈迹而不破坏不锈钢表面的那层氧化膜或不锈钢其他的基体,不锈钢光圆表面的污物也可以消失,不锈钢表面达到净化。
要想在对不锈钢用化学物品进行清洗时依然不会破坏到不锈钢的性能,你可以利用钝化的工艺来使不锈钢表面形成一种致密的氧化膜或氧的吸附层来阻止化学物品与不锈钢的金属基体发展学复试的反应,从而增加了表面耐腐蚀的性能。
对不锈钢型材表面进行酸冼前要做的准备工作有:酸洗、钝化前须将管件表的焊接药皮、飞溅、毛刺、污物等清理干净。表面要用汽油或其他有机溶剂擦拭干净。如果是大面积的污物则可以用蒸汽或3-5%的烧碱溶液清洗,然后用清水冲洗干净、凉干。注意所使用清水CL-浓度不得大于25mg/l。